Tilbehør til cirkulære, miter og sabersave
Sågdisken er et integreret element i enhver elektrisk sav. Den er monteret både på de manuelle skæreværktøjer og på det stationære udstyr. Der er mange typer af diske, der adskiller sig i form af skæretænderne, vinklen på deres slibning, diameteren og det materiale, de er fremstillet af. Fra det rigtige valg af udstyr til en bestemt type materiale afhænger værktøjets ydeevne, skærekvaliteten og operatørens sikkerhed.
Indholdet
Sådan vælges diske til cirkulære og miter sav
Du bør vide, at skift af typen af disk på en sav, du kan håndtere følgende materialer:
- blødt og hårdt træ;
- Materialer baseret på træ (MDF, MDF, lamineret spånplader, OSB, krydsfiner, gulvlaminat osv.);
- Naturlig og kunstig sten;
- ikke-jernholdige metaller;
- plastprodukter;
- metalprodukter (bølgepap, rør, metalprofiler, fittings osv.).
Hvert skæreværktøj har visse egenskaber, som bør overvejes før brug.
Yder diameter
Diameteren på det installerede skæreværktøj må ikke være større end den indvendige diameter af beskyttelseshuset. I forskellige modeller af enheder kan covers få både små og store størrelser. En disk med stor diameter vil ikke passe ind under huset med en mindre indvendig diameter. På samme tid kan du installere en lille disk under et stort hus, men samtidig betydeligt reduceret brugsikkerhed for enheden.
Dybden af et snit afhænger af udstyrets ydre diameter. Men det følgende mønster skal tages i betragtning: Jo mere værktøjet er nedsænket i emnet, jo større er belastningen på maskinens elmotor.
Diameterne af pladerne til en manuel cirkelsav kan ligge i området 130-250 mm.
Bore diameter
Det er meget vigtigt, at enhedenes diameter og stolen på disken stemmer overens med hinanden. Nogle typer savværktøj har Yderligere huller til stiv fiksering på stifter. Udstyret har som regel sæder af følgende størrelser: 16, 20, 22, 30 og 32 mm.
Antal tænder
Denne parameter påvirker ren materialehåndtering og ydeevne. Jo færre tænder værktøjet har, jo hurtigere er stykket savet på grund af bedre chipfjernelse. Men at reducere antallet af snit fører til et fald i kvaliteten af snittet. Forøgelse af antallet af tænder, forbedrer kvaliteten af klippet. Men det er værd at vide, at jo flere tænder værktøjet har, desto større er belastningen for apparatets elektriske motor. Udstyret til cirkulationssave er konventionelt inddelt i 3 grupper:
- fra 80 og flere snegre - et stort antal;
- fra 40 til 80 skråninger - det gennemsnitlige tal;
- fra 10 til 40 tænder - en lille mængde.
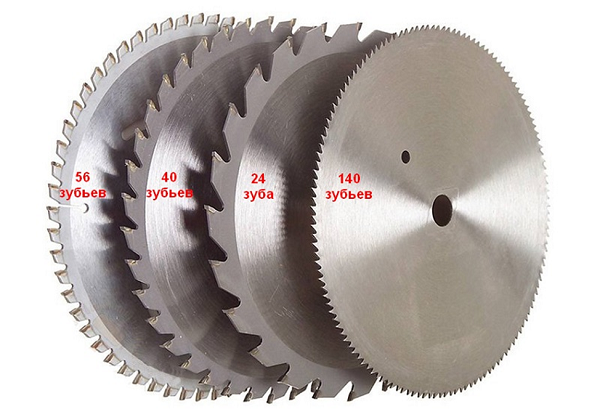
For hver specifik opgave vælges udstyret med det nødvendige antal skæreelementer:
- det maksimale antal tænder, der kræves til skæring af træ over fibrene
- til savning langs træfibre er det bedre at bruge et værktøj med et lille antal snit (op til 60).
Tænder hældning
Udstyr til manuelle eller stationære cirkulærer har forskel i tændernes hældning. Det er både negativt og positivt med hensyn til diskens radius.
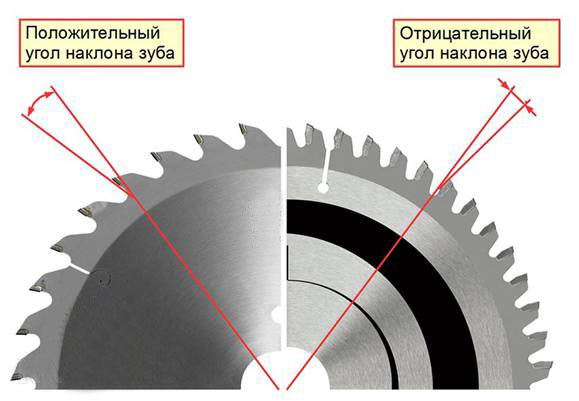
Hældningsvinklerne for fordybningerne kan have følgende værdier;
- Vinkler fra 5 til 15 ° betragtes som standard;
- Vinkler fra 15 til 20 ° kaldes aggressive (positive);
- Vinkler fra 0 ° til -5 ° kaldes normale (negative).
Til miter sav Det er sædvanligt at bruge diske med nul eller negativ hældning af snitene. Dette skyldes det faktum, at værktøjets arbejdsdel kommer ind i arbejdsstykket langs en anden vej end den cirkelsav monteret på håndværktøjet eller på maskinværktøjet. disk med en nul eller en negativ hældning af fordybningerne som om der trykkes på emnet ovenfra og ridser materialet. I dette tilfælde forbliver emnet stationært, hviler på begrænseren, hvilket ikke tillader disken at skubbe den væk.

Hvis du installerer en lignende disk på en cirkel, vil det være ret svært at lave et langsgående snit. Saven begynder at skubbe arbejdsemnet væk, skæreelementerne vil blive tilstoppet med savsmuld og en overbelastning af enheden på enheden vil forekomme.
Det er især farligt at installere et værktøj med en negativ hældning på skærene på de håndholdte cirkelsave, da det på grund af den omvendte påvirkning er svært at holde værktøjet i dine hænder.
Til cirkulære elektriske sav Det er klogere at bruge et snap med en positiv hældningsvinkel på tænderne. Cutters i dette tilfælde, der ligger i en vis vinkel på overfladen af emnet, vil kollidere ind i det som et fly og trække emnet under dem.
Cutter konfiguration
Formålet med en disk kan findes på baggrund af ophængernes konfiguration.
- Lige skarpe tænder giver dig mulighed for hurtigt at skære træ, men samtidig beskidt.
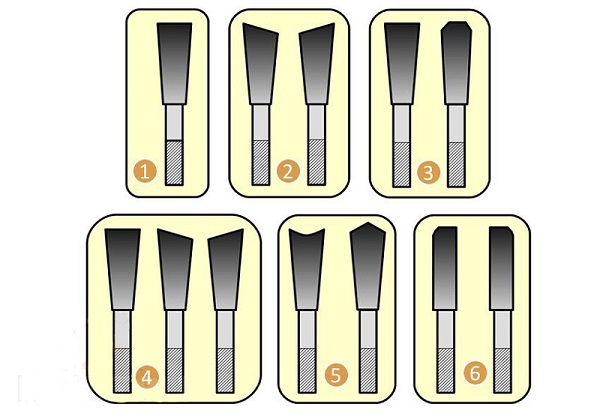
- Tænder, der har en alternativ skråning i forskellige retninger, giver dig mulighed for at skære træ i forskellige retninger, men kan ikke holde chokbelastningerne.
- Kombinationen af trapezformede og flade tænder tillader det undgå chipping på de øverste lag af materialet, for eksempel ved skæring af spånplader og plastik.
- Kombinationen af tænder med tre typer skærpning øger skærehastigheden og giver god rene kanter ved såning af både bløde og hårde materialer.
- Alternationen af trekantede tænder og tænder med en konkav skærekant gør det muligt at skære laminatet uden at bruge en foreløbig hak.
- Tænder med afskårne kanter og brede ryg kan modstå rammer cement og negle på skærelinien.
skæring metal disk for en cirkelsav har den en lidt anden tandkonfiguration.

På grund af denne geometri af snitene og materialet, hvorfra de er fremstillet (keramisk metallodning), øges værktøjets produktivitet, vibrationen reduceres, og metalskæringsprocessen sker uden gnister.
Disktykkelse
Afhænger af tykkelse af udstyr snoet bredde. Standard savklinge tykkelse er 3,2 mm. Det er vigtigt at tage højde for det ved fremstilling af møbler, for eksempel når der udarbejdes et arkskæringsark. Desuden afhænger tykkelsen af diskens tykkelse. styrke. Tynd snap hurtigt overophedes under tungt arbejde. Udstyret med stor tykkelse adskiller sig i holdbarhed, men behandler en stor mængde materiale i spåner.
Disc type
Saw disks ske monolitiske og hårde legeringer. Ved fremstillingen faste diske Der anvendes en solid metalplade, hvor materialet er højt kulstof eller højhastighedstål. Disse diske er velegnede til savning af polymerer og træ. Fordelene ved monolitiske diske omfatter følgende:
- lave omkostninger;
- Nem at skære skærerne (du kan skærpe dig selv uden brug af avanceret udstyr);
- muligheden for flere skarphed, hvorved værktøjets levetid øges.
Materiale lærred til karbidskiver fungerer som værktøjsstål. Men selve værktøjstænderne forstærkes ved lodning fra et karbidmateriale. Denne løsning giver skæreværktøjet en række fordele:
- rent skåret;
- behøver ikke tandafstand
- skæring af hårde materialer er muligt;
- efter slibning har snitene længere levetid end højhastighedstål i stål;
- høj skærehastighed;
- pålidelighed i arbejdet
- en bred vifte, der giver dig mulighed for fleksibelt at vælge udstyr til forskellige typer arbejde.
Men karbidskiver har ulemper. Det kan noteres de høje omkostninger og det forhold, at skærpning kun sker på specielle maskiner.
Disk konstruktion
Når du vælger en hardware til cirkelsave, skal du tage højde for kvaliteten af produktet, som du kan lære om ved omhyggeligt at undersøge disken. Gode savklinger til træ er laserskæret af stålplader, og derefter omhyggeligt afbalanceret og poleret. Tegn på de handlinger, der udføres på disken, kan ses, hvis man ser på dens overflade i lyset. Der vil være synlige radiale mærker, der forlades af slibemaskinen, som afviger i hele stoffet, startende fra monteringshullet. Budgetsave har ikke sådanne karakteristika, hvilket tyder på manglende balance.
Fortjener også opmærksomhed og slibekvalitet. Diskens krop bør ikke være groft, men have en glat overflade. Harpikser i træ vil holde sig til dårligt slibet udstyr og forhindre savningsprocessen.
For at kompensere for udvidelsen af metallet, når det opvarmes, såvel som at reducere støj og slukke diskens vibrationer, laves der på dens plan radiale slidser.

På dyrere udstyr ved hjælp af laser tynd spiral slots, og et beskyttende lag påføres på overfladen af disken.

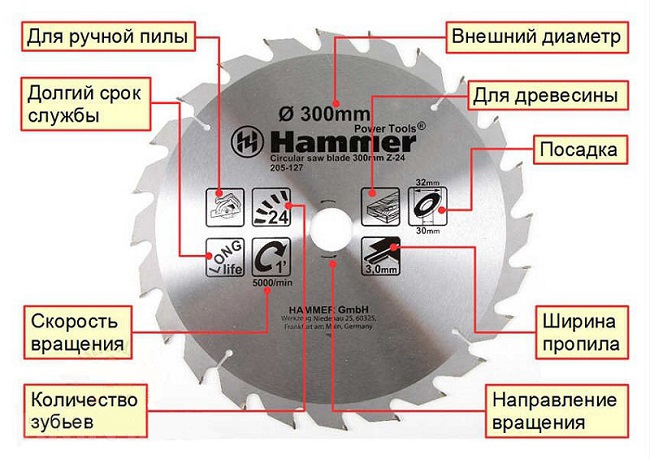
Kvalitetsdisken til cirkelsagen er ikke markeret med maling, alle indskrifter på overfladen anvendes lasergraver. Fra mærket kan du lære meget information. Hvilken er vist i den følgende figur.
Sådan skærpe du en disk med dine egne hænder
For at skærpe en cirkelsag tages der fire grundlæggende vinkler i betragtning:
- a er rygvinklen
- y er rakevinklen;
- β er vinklen til aftagende, indstillet af bag- og frontvinklerne (β = 90 ° -γ-α);
- Ɛ1 og Ɛ2 er skråvinklerne for både for- og bagplane.
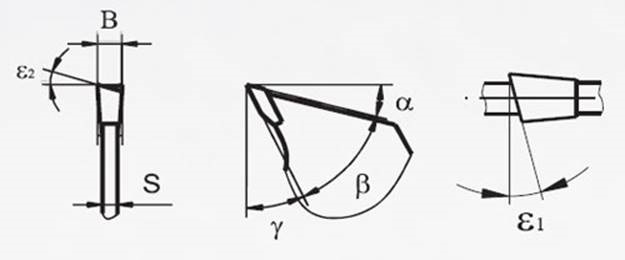
Værktøjets skæringsvinkel vælges i henhold til den type materiale, der skal behandles, og i skæreretningen, hvilket er meget vigtigt ved skæring af træ. For at skære langs træfibre skal værktøjet have tænder med en tilstrækkelig stor rakevinkel (fra 15 ° til 25 °). Til skæring på tværs af fibre kræves en rakevinkel (γ) fra 5 ° til 10 °. På universalsavene, som giver dig mulighed for at skære både langs træet og tværs, har fræserens hældningsvinkel en gennemsnitsværdi svarende til 15 °.
Den negative værdi af den forreste vinkel bruges til værktøjer, der skal skære plastik, ikke-jernholdige metaller og ansigt i træemnerne.
Desuden er skærmens vinkel påvirket af materialets hårdhed. Taperens taper (β) skal reduceres, før der skæres hårde materialer.
Skarphed regler
Oftest bærer karbid lodning langs sin øvre kant. Over tid bliver den afmalet og afrundet med ca. 0,1-0,3 mm. Også forkanten af fordybningen slides ud. Stærke afstivning af skæreelementerne bør ikke tillades, da der for at justere kanterne er nødvendigt at male mere materiale fra værktøjet. Den kendsgerning, at værktøjet er tid til at skærpe, kan bestemmes af formens kanter og af klippets kvalitet: der er revet kanter med et stort antal chips.
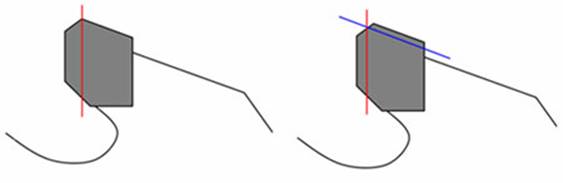
Ved korrekt fastholdelse af slibende foranstaltninger bliver det muligt at skærpe skærerne ca. 25-30 gange. Dette sikrer den krævede skarphed på skærens kant. For at opnå sådanne resultater og væsentligt forlænge udstyrets levetid anbefales det at skærpe tanden langs bag- og frontfladerne. Selvfølgelig kan du male og et plan af savtanden, men antallet af forsøg på samme tid falder med 2 gange. Figuren nedenfor viser, hvordan slibning af en tand langs en og begge planer påvirker mængden af skærpning.
Ved skærning af skæreværktøjerne anbefales det at gøre det sidste pas med et slibemiddel langs tandens bagplan.I gennemsnit bør mængden af slibning af metallets metal være i intervallet 0,05-0,15 mm.
Før skarphedsproceduren startes, er det nødvendigt at fjerne alt snavs fra savbladet og finde ud af værdierne af skæringsvinklerne, som normalt angives på værktøjet.
Skarpskive derhjemme
Drivene til savene skæres normalt på en speciel maskine. At købe en lignende maskine til huset giver ikke mening, hvis du ikke vil åbne en værktøjslibning for cirkelsave.
Men hvordan man skærper en cirkelsag uden professionelt udstyr? For at skærpe savklinge med dine egne hænder, skal du have tilstedeværelsen af:
- slibemaskine (det er muligt at justere den bulgarske til disse formål);
- slibeskive (bedre hvis det er en diamantskål til slibning);
- enkel armatur, der kan laves af spånplader.
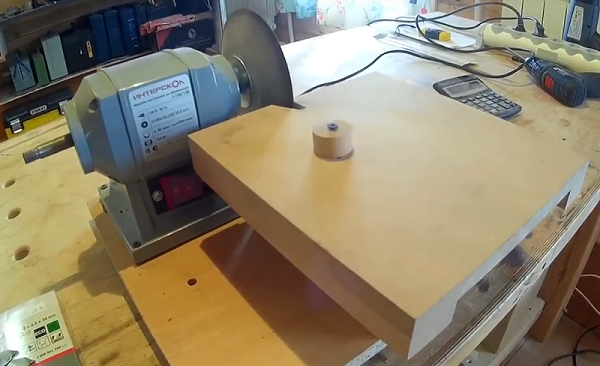
Den sidste enhed er et bord bestående af en bevægende øvre vogn og en fast base. Følgende billede viser bunden uden vognen.
For at vognen kan bevæge sig korrekt, kan du i vandret plan langs kantene fastgøre lamellerne eller installere dem på teleskopskinner i møbler. Endvidere er der på et bestemt sted af vognen (eksperimentelt) installeret en vaskemaskine med en diameter svarende til værktøjets monteringshul.

Sækkniven sættes på denne skive og bevæger sig sammen med vognen til diamantcirklen.

For jævn skarphed er det muligt mellem to tænder (til venstre og højre for slibeskiven), der skal skrues sammen med en selvdrejende skrue, som både tjener som stop og stop.
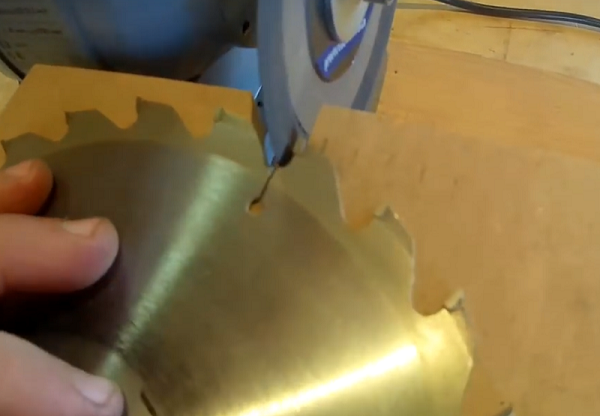
Når den første klipper er redigeret (det anbefales at markere med en markør), bevæger vognen sig væk fra diamanthjulet, disken bevæges med en tand langs stopperne, og skæringen af cirkelsagen fortsætter.
Hvis du ønsker at male tænderne i en vinkel, kan du lægge en tynd strimmel af passende tykkelse under bordet på den ene side og skærpe det gennem en tand. Endvidere er planken indesluttet under den anden side af bordet, og operationen gentages på ikke-lagrede fræsere.
Typer af saber savklinger
Skæreværktøjet til en sabersav er et blad, der er en plade lavet af specielle højstyrkelegeringer, som har skære tænder på den ene side. Ved hjælp af forskellige typer klæder kan du lave udskæringer uden chipping og burrs med maksimal nøjagtighed.
Tændernes form
Formen og størrelsen af knivens tænder afhænger af skæringens og skærehastighedens renhed. Også til forarbejdning af visse typer materialer udviklet en særlig form for fræsere. Så saber savklinger kan have følgende tandformer.
- M-formede tænder. Lerret har fræsede fræsere, som gør det muligt at skære materiale både på for- og bagsiden. Riggen bruges til at skære jernholdige og ikke-jernholdige metaller, rustfrit stål og træ, især hvis det indeholder metalpartikler samt forskellige plasttyper.

- Skarpe, fræsede, variable tandsænder. Bladet har skiltskærere og anvendes til direkte skæring af alle typer træ, herunder dem med metalpartikler.

- Bølgede fræsere. Udstyret bruges til at skære metal op til 2,5 mm og alle træarter med metalliske indeslutninger.

- M-formet, skrånende, med variabel tonehøjde. Dette er et alsidigt og højtydende udstyr med skilt tænder. Den er designet til at skære alle typer træ med metalimpregneringer og til skæring af metal op til 2,5 mm.

- Små, fræsede, skiltne skiver. Lerret anvendes til direkte skæring af metalprodukter med en tykkelse på ikke over 1,5 mm.

Derudover er malerierne forskellige i det materiale, de er fremstillet af, som det fremgår af mærkerne anvendt på en hvilken som helst type værktøj.
Mærkning af dåser
Sabersavklinger er lavet af følgende materialer.
- HCS. Denne mærkning indikerer, at værktøjets basis er højt kulstofstål.Savene er designet til at skære træ og produkter baseret på det, samt plast og gummi.

- HSS - Det er værktøj med højhastighedstål. Med det kan du arbejde på ikke-jernholdige metaller samt skæreark og profilmetal.

- BIM - Det er en bimetallisk legering, som er en kombination af stærkt og fleksibelt stål HSS og HCS. Disse knive har lang levetid og bruges til at skære luftbeton samt savbord med negle.

- HM / CT - Dette er et hårdmetalværktøj. Sager anvendes til skæring af porøse og slibende materialer: Bygninger af beton, glasfiber og glasfiber, luftbeton og fliser.

- CV - Dette er en krom-vanadiumlegering. Udstyret deraf er kendetegnet ved høj slidstyrke og anvendes til plast og træ af enhver art.

Udvælgelseskriterier
Når du vælger et lærred til en sabel-type enhed, skal du først være opmærksom på værktøjshank. Fastgørelser af klæder kan være både universelle, velegnet til de fleste modeller af enheder, og kun beregnet til ét mærke af sabersave.
Også af stor betydning tand størrelse. Store tænder giver en høj klippehastighed, men kan ikke give god kvalitetskrævning. Derfor, for at få en pæn udskæring, brug en snap med en lille tand.
Saber-type bladskærere kan være jordet eller malet. Snap, med polerede skær, der bruges til at skære bløde materialer. For at klare metal eller hårdttræ skal du bruge sav med fræsede fræsere.
Klæder, der har skilt tænder, kendetegnes ved høj produktivitet, mens værktøj med bølgete snesker behandler delen mere kvalitativt.
/rating_off.png)











