Band savklinge
Bandsav til træ og metal anvendes i vid udstrækning i produktionen og levevilkårene hos hjemmebrugsmænd. Hovedaggregatet for disse enheder er en bandsav, som slides ud over tid og kræver skarphed eller udskiftning med en ny. Du bør vide, at ikke kun kvaliteten af materialebehandlingen, men også produktiviteten af enheden som helhed afhænger af det korrekte valg af bladet til båndskæringsmaskinen.
Indholdet
Valg af kniv til metalbåndsave
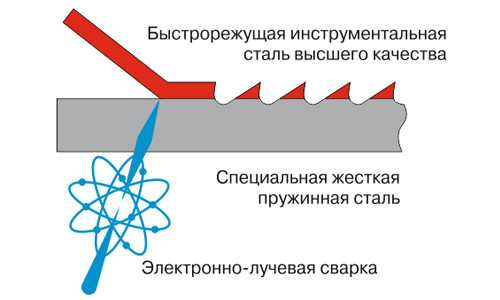
Skærebladet til denne type sav er et bånd med et vist antal tænder, svejset i form af en ring. Båndets basis er lavet af fjederstål, der har høj elasticitet. Et bånd lavet af højhastighedstål svejses til bunden, hvorpå fræsning af tænderne foregår.
Hvert band så for metal og ikke kun har en etiket. F.eks. Fortolkes mærket M42 20 x 0,9 x 2362, 8 / 12TPI, som følger:
- M42 - det materiale, som båndtænderne er lavet af;
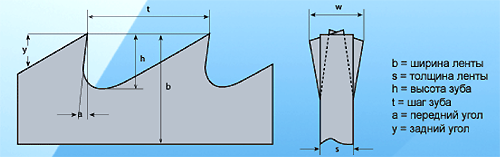
- 20 - denne værdi angiver webens bredde mm
- 0,9 - værktøj tykkelse, mm;
- 2362 - længden af en cirkel af et savbånd, mm;
- 8 / 12TPI - tandhældning på savbåndet, pr. Tomme.
Cutters kan laves fra andre materialerFor eksempel fra M51, PQ, TSX og andre. M42 har en høj slidstyrke og har en kanthårdhed på 67-68 HRC. Derfor kan sag af dette materiale anvendes til skæring af stål med en hårdhed på højst 45 HRC. M51 savklinger er mere modstandsdygtige over for slibende slid end dem, der er nævnt ovenfor. Hårdheden af kanterne af skærene til disse sav er allerede lig med 68 HRC, hvilket betyder, at denne snap skærer rustfrit stål såvel som stål, der er kendetegnet ved høj styrke og varmebestandighed. Hertil kommer, at materialet så M 51 giver dig mulighed for at skære tykke stålpapir, det vil sige dele med stort tværsnit.
Når man vælger båndsav, skal der lægges særlig vægt på ikke kun materialet, hvorfra skærerne er lavet, men også til deres trin samt geometri.
Tandhældning
Dette er afstanden mellem kanterne af to tilstødende snitere.
Et stort skridt lægger enhedens motor stærkere og giver en dårlig skærekvalitet. Den lille stigning i fordybningerne fører til længere savning, øger energikostnaderne, men giver rent skåret med en glat overflade.
Til skæring af plademateriale, rør (tyndvægget) og en profil skal du vælge en kniv med en minimumsafstand mellem skæreelementer (med 1 tomme). Men hvis du vil skære en stor billet fast metalDet er nødvendigt at installere bladet med højeste stigning af snitene. Jo mindre tænderne (per tommer) vil have rigningen, jo dybere sporet vil de danne. På grund af dette er kuttet mindre tilstoppet med chips. En stor tandhøjde på værktøjet forbedrer også enhedens ydeevne.
Tandhøjde
Værktøjets højde er afstanden fra det nederste punkt af hulrummet mellem tænderne til toppen af skæreelementet. På grund af tilstedeværelsen af en hul chips fjernesdannet ved skæring af metal. Tandenes højde skal være tilstrækkelig, så hulrummet ikke bliver tilstoppet med chips, og skæreprocessen finder sted uden vanskelighed. Desuden forårsager den utilstrækkelige højde af tænderne overophedning af bladet, som følge heraf mikroskader kan forekomme på den.
Front tandvinkel
Hældningsvinklen eller skæringsvinklen er ansvarlig for graden af indgreb af banen til materialet i emnet. Stor skæringsvinkel giver ikke høj præcision ved skæring af metal.Samtidig giver en lille vinkel dig mulighed for at sikre god kvalitet, men det reducerer værktøjets ydeevne.
Valg af kniv til båndsave på træ
Først og fremmest bør du undersøge for at vælge det rigtige blad til båndsaven instruktioner til din maskine. Det vil vise alle parametre for båndsave, der kan indstilles på denne model af udstyr (maks. Og minimale bredde af båndet samt dens længde). Længden af lærredet skal være nøjagtigt som angivet i pas til enheden.
Snapbredde
Bæltebredden er valgt ud fra de operationer, der skal udføres på maskinen. Bredden af båndet begrænser ikke kun bredden af remskiven, men også dens diameter. Med en lille remskive diameter vil det brede bånd monteret på det bryde og til sidst bryde. Derfor er der for hver enhed en grænse for snapets bredde.
Til lige snit Brug sædvanligvis en bredde på 20 til 30 mm. Selvfølgelig kan du på en cirkulær maskine gøre et langsgående snit hurtigere og mere præcist. Men der er en højdebegrænsning på den, som ikke svarer til mere end 80 mm. På bandsavemaskiner er det muligt at behandle emner op til 200 mm høje og mere.
Men den vigtigste opgave med tape aggregater er figured cut. Det mindste værktøj, der kan installeres på en bandsave, er et 3 mm bredt bånd. Den skærer en cirkel med samme radius.
Jo større båndbredden er, desto større er den mindste radius, der kan skæres med den. For eksempel vil et bånd med en bredde på 12 mm skåret radius mindre end 60 mm ikke fungere. Og for en båndbredde på 25 mm vil den mindste radius være omkring 100 mm.
Bladets bredde skal i gennemsnit være tre gange mindre end den krævede skærningsradius på emnet. Derfor vælges udstyret i overensstemmelse med opgaverne.
Tandhældning
Indikeres af et tal, der angiver antallet af snit pr. Tomme. Den numeriske værdi af trinnet sættes før forkortelse TPI. Når du vælger et trin, bør du overveje:
- hvad er tykkelsen af emnet;
- hvad er arbejdsmaterialets hårdhed;
- hvad du vil have den rene kant af delen efter skæring.
For at effektivt klippe plast og skære træ, skal båndet have mindst tre skær per tomme. Jo flere snit vil være en tomme, desto bedre bliver klippet. Men dette vil reducere foderhastigheden og reducere grænseværdien for tykkelsen af emnet.
Ved tænderne er knivene opdelt i to typer: "spring" og "almindelig". Tykke stoffer "springe over" har en pitch på 3 til 6 TPI. Mellem tænderne er der plads til effektiv fjernelse af savsmuld, da deres dårlige fjernelse reducerer klippets kvalitet. Type lærred "almindelig" har tænder, formet som en trekant. De anbringes på udstyret i trin på 10 TPI og derover. Denne type tænder har ikke nok plads til hurtigt at fjerne chips. På grund af det større antal skæreelementer er skæring af en sådan web helt ren. Værktøjet kan bruges til savning af små tykkelser og af hårde materialer.
Disse typer af malerier har følgende egenskaber.
- 3 TPI "hoppe over". Lerret bruges til grov savning af træ tykkere. Snap producerer savning langs fibrene. For at forbedre skærekvaliteten i det mindste lidt kan du stramme båndet til det maksimale på maskinen og reducere foderhastigheden.

- 4 TPI "hoppe over". Dette er et universelt værktøj til savning langs fibrene. Denne type blad kan sås i de fleste træarter, herunder emner med masser af knuder. Hvis det er godt at trække saven og reducere foderet, vil kvaliteten af skæret være tæt på finishen.

- 6 TPI "hoppe over". Dette er et snap generelle formål. Hun savner emner op til 50 mm tykke (langs fibrene) og træ over fibrene op til 150 mm tykke. Disse tal er angivet til savningsmaterialer med en normal tilførsel til saven.Hvis foderet er reduceret, er det muligt at behandle dele med større tykkelse. Denne sav giver en finishskæringskvalitet og passer til næsten alle typer træ.

- 10 TPI "almindelig". Bladene bruges til savning af pladematerialer (spånplader, krydsfiner, MDF, etc.) til skæring af ikke-jernholdige metaller og plast. Men ved behandling af metalblanker er det nødvendigt at reducere værktøjets bevægelseshastighed. Ikke alle maskiner har en sådan mulighed.

- 14 TPI "almindelig". Du kan skære krydsfiner, MDF, spånplader og plast. Hvad angår naturligt træ, bør dens tykkelse ikke være mere end 25 mm. Den reneste snit af denne web er opnået med mindste tilførselshastighed. Dette værktøj kan også skære bløde metaller ved lave båndhastigheder.

Cutter form
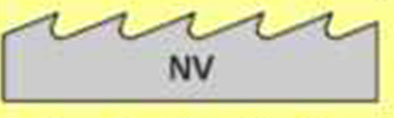
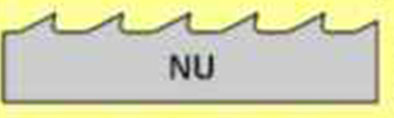
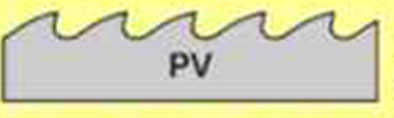
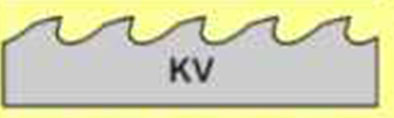
Bælteplader kan have følgende tandprofiler.
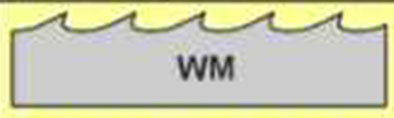
- WM. Riggen, der har denne skæreprofil, er beregnet til savning af bløde og hårde skov og er universel. Profilen bruges til sav med en bredde på højst 50 mm.
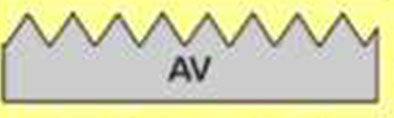
- AV. Tænderprofil tilladt at håndtere hårdttræherunder frosne. Sådanne sav kan også producere tværgående skæring af materialet.
- NV. Den anvendes på bånd op til 30 mm bred, som kan bruges til form skæring enhver slags træ.
- NU. Profilen har en stor hul. Anvendes til savning bløde skove.
- PV. Denne profil bruges på værktøjsbredden over 50 mm. Takket være PV-profilen har savene god stabilitet ved savning af blødt træ.
- KV. Brug på brede bånd (op til 80 mm) til savning af blødt træ.
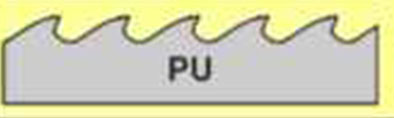
- PU. Bruges til skæring massivt træ på bånd mere end 80 mm brede.
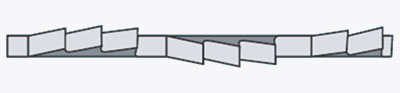
Layoutet af tænderne
Tænderne på savene er skilt for at reducere friktionen af bladet på emnet og for at forhindre dets fastklemning. Skærebredden skal overstige tykkelsen på udstyret med ca. 30-60%.
Opsigternes layout kan være af tre typer.
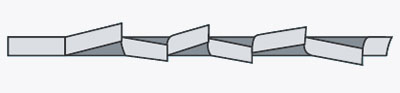
- Klassisk layout. Tænderne så bøjet i forskellige retninger skiftevis og til samme afstand.
- Stripping layout.
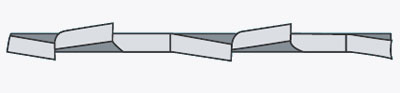
Hver to tænder, den næste (tredje) bukker sig ikke ned og har form af et trapezium. Værktøjet er placeret i midten af værktøjet og indstiller retningen for hele båndsagen. Dette layout bruges til sågar, der arbejder på hårde materialer.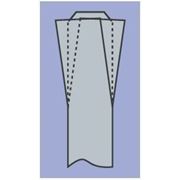
- Bølge layout betragtes som den sværeste. Forhøjningerne bøjer i form af en bølge i forskellige retninger.
Det er vigtigt at vide, at mens alt tænder er lavet, er ikke alt værktøjet bøjet, men dets del: fra 1/3 til 2/3 af afstanden fra toppen af tanden. Hver værktøjsfabrikant anbefaler sin egen tandbøjning til siden. Men i gennemsnit ligger den i området 0,3 til 0,7 mm.
Jo blødere materialet desto stærkere savnen skal opdrættes og omvendt. Men det er umuligt at tillade en sådan ledningsføring af fortænder, således at der ikke skal skæres i midten af skæret. Pas på, at tænderne afviger fra siden. den samme afstand. Hvis layoutet er ujævnt, vil båndsaven flytte til den side, hvor tænderne har en stærkere tilbøjelighed.
Skarpe båndsave
Det er selvfølgelig bedre at skærpe en bandsave på en speciel maskine i specialiserede værksteder. Ja, og professionelle skærpsave er billige. Men hvis du af en eller anden grund ikke har evnen til at bære en skæringssag, kan værktøjet redigeres uafhængigt.
Skarpe båndsave produceret af lille fil eller fil på forkanten og bagkanten af skæret med flere bevægelser (3-4) for hver tand.

Også bandsav kan skærpe ved hjælp af graveringved hjælp af et værktøj designet til slibning af motorsave.


Udstyret er indsat i gravemaskinen, og skæret skærpes med forsigtige bevægelser på den øvre del af skæret.

Det er ikke nødvendigt at tage et stærkt metal, bare lette det.
Du kan også forsøge at skarpe og metalsave. Men normalt bliver de ikke skærpet, da den skærende del af disse savbånd er enten bimetal eller har en slukningssone. Tænderne på disse bånd arbejder, indtil de smuldrer og kan have mikrokasser. Hvis de er omformede, begynder de at smuldre hurtigere, eller de vil begynde at skære endnu værre.
/rating_off.png)











