Valg, spænding og slibning af savkæde
Sædekæden ved en elektrisk sav er en vigtig funktionel detalje, som før eller senere skal skærpes, repareres eller erstattes helt med en ny. For at gøre dette korrekt skal du overveje design og andre funktioner i dette værktøj.
indhold
Sådan vælges en kæde til elektriske sav
Vær opmærksom på, at der ikke er nogen forskel mellem kæderne til benzo og elektriske sav.. For begge typer værktøjer er kæder lavet af samme materialer og monteret på dæk, der er de samme for både elektriske og benzin enheder. For at vælge en kæde til en elektrisk sav, skal flere parametre overvejes. Nogle af dem skal overholde specifikationerne for det installerede dæk.
Kædelængde
Denne parameter matcher altid dæk ændring din enhed. Hvis du får en savkæde mindre end et dæk, kan du ikke bære det. Udstyr, der overstiger dækkets størrelse, trækker det ikke korrekt på. I begge tilfælde vil det være umuligt at bruge en motorsav. Sagsværktøjets dimensioner kan angives i tommer, og de kan have følgende værdier: 10 ", 12", 13 ", 14", 15 ", 16", 18 "og derover.
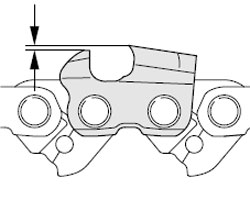
Kædehøjde
Bestemt af tre nitter af kæden. I billedet nedenfor viser bogstavet "a" nøjagtigt denne afstand, som måles i tommer.
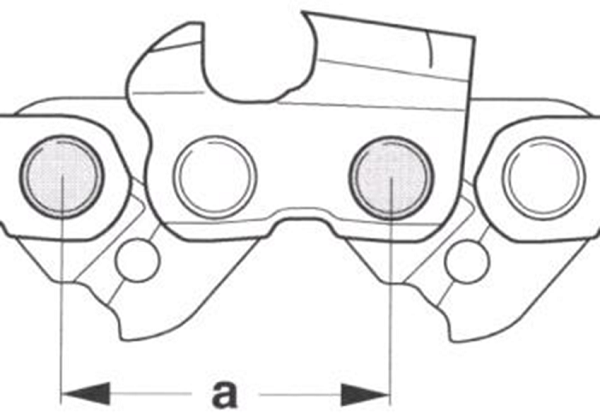
Kædehældningen kan have følgende værdier: 0,325 ", 0,375" og 0,404 ".
Et trin med en størrelse på 0,375 "skrives ofte som en brøkdel som 3/8" (3: 8 = 0,375), således at man ikke forveksles med nummeret 0.325.
Du bør vide: jo mere skridt i savkæden, jo mere kraft enhedens motor skal have. På amatør- og semi-professionelle enheder med en kapacitet på 1,84 kW installeres kæder med et trin på 0.325 ". Sådant udstyr kan skære tynde grene, skære knuder, samt bruge det under byggearbejde, for eksempel trimplader. En sav med et trin på 3/8 (motorkraft på ca. 2,94 kW er påkrævet) det er allerede muligt at skære tynde træer og skærebrædder af gennemsnitstykkelse. Udstyret med et trin på 0,404 "(motorkraft fra 4,41 kW og derover) anvendes kun på professionelt udstyr og er designet til at udføre arbejde af enhver kompleksitet.
Leddlink tykkelse
Skaftets tykkelse (også kaldet hovedleddet) er en meget vigtig parameter, når du vælger et værktøj til sav.

For at vælge den rigtige værktøj til enheden er det nødvendigt, at tykkelsen af skaftet matcher bredden af dækets rille. Tykkelse kan have følgende betydninger.
- 1,1 mm (0,043 "), 1,3 mm (0,05"). Et snap udfører arbejde med mindre belastninger og anvender den små elektriske sav. Riggen har en tonehøjde på 0,325 ".
- 1,5 mm (0,058 "). Kæder med denne skafttykkelse har en pitch på 3/8 ". De kan klare tunge belastninger og installeres på semi-professionelle og husholdningsapparater.
- 1,6 mm (0,063 "), 2 mm (0,08"). Dæk og savudstyr med sådanne værdier bruges kun til at udføre komplekst arbejde med store belastninger på professionelt udstyr.
Antal links
Ved antallet af links (shanks) bestemmes værktøjslængde. Hvis du vælger et snap, kan du stole på længdeværdierne eller på antallet af links.Da forskellige producenter i beskrivelsen af produktet kun kan angive antallet af skæreelementer, gør det ikke ondt at vide det og andre oplysninger.
Type skæreforbindelser
Ved konfiguration er værktøjets skæreelementer opdelt i 2 typer: chipper og mejsel.

Chipping type skæretand - Det er en seglformet fræser med et stort område af kontakt med materialet. Halvmåne tænder øger belastningen på motoren på enheden og har ikke gode skæreegenskaber. Men takket være denne form er tænderne let klare forurening, og deres redigering kræver ikke særlig præcision.
Mejstandsprofil ligner tallet "7" og kaldes populært "syv". Værktøjet med en sådan tandprofil er kendetegnet ved skærehastigheden, skærekvaliteten og anvendes hovedsagelig på professionelle enheder. Skarpe tilbehør med mejeltænder i hverdagen er ret vanskelige, da selv den mindste manglende overholdelse af slibevinklerne negerer alle fordelene ved knivens mejselprofil.
Skæring af tænder materiale
Når du vælger et værktøj til den elektriske sav, spørg, hvilket materiale dets fræsere er lavet af. Til savning af blødt træ, kæder med fræsere fra nikkel krom legeret stål. Til savning af frosne, forurenede og hårde træværktøjer med skæreelementer i legeret stål virker ikke. Til disse formål skal du bruge skærme, forstærket karbid tippetkendetegnet ved øget slidstyrke.

Profilhøjde
Højden af værktøjets profil afhænger skæredybde og værktøjsproduktivitet. Jo højere profilen af skæretand, desto stærkere går det ind i materialet. Tænder, der har en lille profilhøjde, fjerner tyndere chips under savning. Dybden af indsnittet af værktøjet i materialet justeres ved at male proppen, som er til stede i hvert skæreforbindelse.
Der er 2 typer kæder til profilhøjde:
- højde 0,025 "(0,635 mm) refererer til lavprofilværktøjet;
- profilhøjde 0,03 "(0,762 mm) - til høj profil.
Disse oplysninger kan også findes. i enhedsmanualen (Angiv de typer værktøj, der gælder for denne savmodel). Det vil være nyttigt, hvis du skærper tænderne selv. På professionelle enheder anvendes både højt profileret og lavt profileret udstyr, men på husholdningsenheder anvendes kun lavt profileret udstyr. Højprofilkæder er et yderst produktivt værktøj. Men ved at bruge det øges instrumentets vibration og aggressivitet.
For at reducere kædenes aggressivitet går udviklerne til et lille trick: Med en stor kæde af kæden laves en lav cutterprofil, og omvendt, som tonehøjden reduceres, stiger profilen også. Denne teknik gør det muligt for enheden at behandle materialet på samme tid effektivt og med mindre aggressivitet.
Tykkelse
Det er ingen hemmelighed, at træ har en struktur bestående af langsgående anbragte fibre. For at skære dette materiale langs eller på tværs af fibrene kræves der derfor forskellige skærpninger af kædesavetænderne.
- til tværsnit Tømmer værktøj tænder skærpet i en vinkel på 25-30 grader.
- For effektiv såning langs fibrene Kræver skærpeskår med en vinkel på 5 til 15 grader. Men disse kæder anvendes meget sjældent, da den langsgående savning af træ er bedst udført ved hjælp af en bandsav eller cirkelsav.
Antallet af skæreelementer
Standard savkæden har to aksler på hver skæreforbindelse. Men for at reducere omkostningerne ved deres produkter producerer nogle producenter et snap med et mindre antal skæreelementer, der kaldes: "med et pass" og "semi-pass".
![]()
I et snap-in med en halvpas indsættes der et ekstra link mellem hvert andet par fræsere. Og i kæderne med et pas indsættes et mellemliggende link efter hvert skæreelement. Resultatet er:
- i en standardkæde med 64 shanks bør der være 32 skæreelementer, dvs. 50% af alle links;
- i et værktøj med et halvpas vil antallet af skæreelementer være 40%;
- kæder med et pas har det mindste antal fortænder - 37,5%.
Udstyr med huller øger værktøjets aggressivitet, reducerer dens ydeevne, bidrager til det hurtige slid på dækket såvel som drivhjulet.
Af denne grund bør du ikke købe billigt udstyr. Sådanne besparelser vil i fremtiden ikke være i stand til at retfærdiggøre de midler, der anvendes til reparation eller udskiftning af alle dele af saw headset.
Når du skal ændre kæden
Behovet for at udskifte kredsløbet opstår primært, når slid og overdreven strækning. Hvis du ikke kan strække værktøjet med justeringsskruen, skal den udskiftes. Men det anbefales ikke at installere en ny del på et gammelt, slidt kædehjul og det samme dæk, da dette vil medføre hurtig slid.
Mange ejere af elektriske sav mærker, at slid på kæden opstår 2-3 gange hurtigere end udviklingen af dækets og kædehjulets liv, og ty til en smule trickery.
- Når du har en ny elektrisk sav, skal du købe 3 savkæder på én gang.
- Efter at have arbejdet med en kæde i flere timer, skulle den erstattes af en ny. Endvidere varierer den anden kæde efter samme princip.
- Efter hver udskiftning af udstyr er det nødvendigt at vælte dækket for ensartet slitage.
Udførelse af disse enkle manipulationer fører til ensartet slid på alle dele og forlænger deres levetid.
Udskiftning af kæden på elektriske sav
Hvis du vil ændre udstyret på saven, gøres dette på følgende måde. For eksempel viser hvordan man sætter kæden på Makits elektriske sav.
- På kappen, når du lukker drivhjulsenheden, kan du se et lille dæksel med et trykt mønster. Hvis du løfter det, får du et håndtag, som du kan skrue skruen af.


- For at fjerne kæden fra motorsaven skal du først skrue af klemskrue og tag dækslet af. Du vil se et førende kædehjul og 2 stifter, på hvilke dækket sættes på.

- Afmonter dækket med kæden fra enheden.

- Derefter skal du omhyggeligt sætte kæden på dækket og observere højre retning skærende tænder, monter kæden på en elektrisk sav (sammen med et dæk) og sæt det på en stjerne.
- Hold dækket, sæt dækslet på.

- Drejer i forskellige retninger spændingsjusteringsknap, tag det i gear med justeringsskruen.

- Spænd klemskruen lidt, kontroller spændingen på apparatets skæreelement.

- Træk kæden om nødvendigt til ønsket niveau med justeringsmembranen og tilspænd klemskruen til sidst. Korrekt installation af kæden kontrolleres ved at trække (manuelt) over dækket. Snap-in skal bevæges frit uden problemer. På dette udskiftningskredsløb anses over.
Sådan justeres spændingen af kæden
Stram kæden på sågen kræves i følgende tilfælde:
- efter udskiftning af udstyret med en ny
- ved slitage af udstyr, som efterhånden strækker sig.
Under drift bør elektriske sav ikke tillade kæden at sænke. Det kan heller ikke være for stramt. Løse beslag kan komme ud af dækket og beskadige det. Stærkt stramt udstyr kan afbryde eller føre til hurtig fejl i kædehjul og dækslibning.
For at stramme kæden på enheden skal du gøre følgende.
- Løsn dækfastgørelsesskruen eller møtrikken (afhængigt af maskinmodellen).
- Ved hjælp af justeringsbolt øge spændingen af snap. Korrekt værktøjsspænding kontrolleres på en enkel måde: Træk kæden langs dækets center og kig på drevlænken. Med en hastighed på 1/3 af skaftet (dens top) bør den ikke gå ud af dækkets rille.
- Efter at have opnået den korrekte spænding, stram klemskruen (møtrik).
Kæde kæden i hjemmet
For at forstå, at du har brug for at skærpe kædensave, kan du af flere grunde:
- under drift dæk "fører" til siden;
- savning hastighed faldt betydeligt;
- Chipsne har form af nåle, og der er meget støv i dem (skarpt jordede tænder producerer firkantede chips af ensartet form).
Skarphed regler
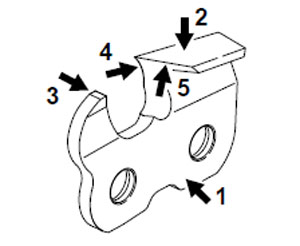
Når du begynder at skære kædesavskærere, skal du have en ide om deres design, der består af:
- base link;
- bladklinger;
- cut depth limiter;
- vertikale knive;
- øvre kniv placeret vandret.
For at give kæden maksimale skæreegenskaber, er dets knive jordet i visse vinkler. Værktøjets skæreevne afhænger hovedsageligt af rakevinklen, vinklen på det øverste blad og skæringsvinklen.
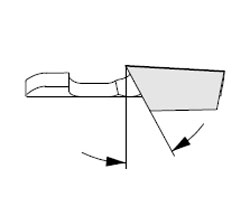
Bladet skal vippes tilbage og formes. rygvinkel. Det er nødvendigt at uddybe det øverste blad i materialet.
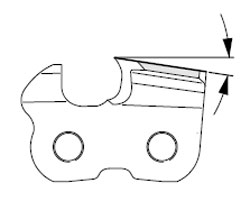
At danne bageste hjørne af endebladet Slip af bagsiden af scapulaen. Denne vinkel er ansvarlig for skæring af chips (lateral).
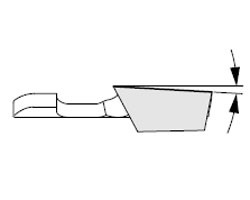
Til dannelsen rakevinkel (fra 60 ° til 85 °) møder endekant. Det måles i forhold til bunden af linket.
For at give vinklen på bagsiden af det øvre blad slip ned på ryggen. Vinklen kan variere fra 50 ° til 60 °.
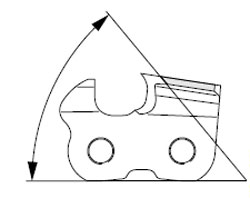
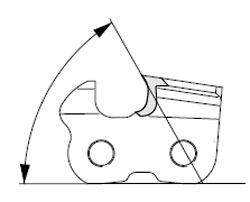
Skarphedsvinkel målt vinkelret på dækket.
Jo større værdien af skæringsvinklen er, desto mere produktiv bliver værktøjet. Hvis denne vinkel er reduceret, vil vibrationen mærkbart falde, og savningsprocessen vil forekomme mere glat.
Skæringsvinklen skal ikke være mere end 35 ° og ikke mindre end 25 °, hvis værktøjet er beregnet til at skære hen over fibrene. Men denne regel gælder ikke for langsgående kæder. De har en skæringsvinkel på 10 °.
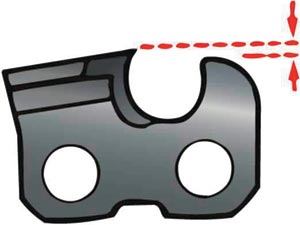
Hver fræser har et stop, der begrænser dybden af indtrængen af bladet ind i træet.
Normalt skal afstanden mellem bladets top og stop være mellem 0,5 og 0,8 mm.
Kæde tænder skæringsalgoritme
Kæder til elektriske og motorsave, især med karbidkraner, skæres normalt på en maskine, der er specielt designet til dette formål. Sidstnævnte har en skive til slibning og et drejebord, som riggene er monteret på.

At skarpe dine egne kæder kræver tilgængelighed af speciel tilpasning, som hjælper med at modstå de nødvendige slibevinkler under denne operation. Du skal også forberede to filer: den ene med en flad profil, og den anden med en rund en.

Følg disse trin for at skærpe saven.
- Klap dæksamlingen i en skrue.
- For det første er tandkanten af tænderne retet. Placer pasformen på snap som vist på billedet nedenfor.
- tager runde filbegynde at flytte den fremad med lette og glatte bevægelser. Deres tal skal være det samme for alle snitere. Slib så alle værktøjernes tænder (gennem en), drej derefter skabelonen og udfør den samme operation for hvert andet ikke-hærdet værktøj.
- Efter redigering af skærets skærekanter, lidt slip af dybbegrænseren. Installer skabelonen som vist på de følgende fotos.


- Skabelonen har to huller, hvorimod der er indskrifterne "HARD" (hårdt) og "SOFT" (blødt). Installer skabelonen på begrænserhullet "HARD", hvis du vil skære hårdt træ. Til skæring af bløde materialer slibes stopet gennem "SOFT" hullet.
- Til slibning af stoppet påført flad fil.


Det er vigtigt! Dybden af skære må ikke males uden skabelon. Over standarden vil stoppet medføre overdreven uddybning af savtænderne i materialet, hvilket vil øge belastningen på motoren på enheden, øge vibrationen, reducere nøjagtigheden af savning og øge risikoen for tilbageslag.
/rating_off.png)











