Sådan arbejder du automatisk svejsemaskine
Efterspørgslen efter svejsning af halvautomatiske anordninger på svejsematerielmarkedet fortsætter med at vokse hvert år. Dette skyldes deres indlysende fordele: overkommelig pris, en bred vifte af driftsformer, nem installation og drift. En nybegynder er imidlertid ikke altid i stand til at regne ud, hvordan man korrekt bruger en halvautomatisk. Den første ting, du skal vide, er enheden og princippet om driften af enheden, samt de grundlæggende anbefalinger til valg af tråd til svejsning.
Indholdet
Enhed og driftsprincip for den semiautomatiske enhed
Hovedformålet med en halvautomatisk svejsemaskine er buesvejsning ved brug af en smelteelektrode, der blæser med beskyttelsesgas. Enheden bruges til at forbinde lavlegeret og lavt kulstofstål, både lange og intermitterende sømme.

Dette udstyr er designet til at arbejde i lukkede, godt ventilerede områder ved lufttemperaturer fra -10 ° C til +40 ° C.
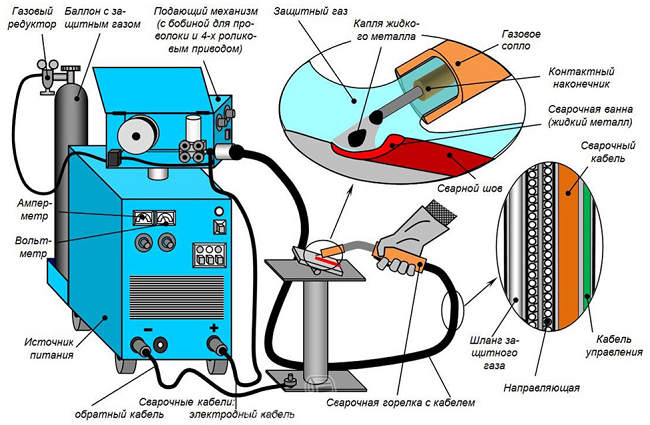
Den semiautomatiske enhed består af følgende punkter:
- hovedenheden producerer svejsestrømmen af den krævede størrelse;
- wire feed enhed;
- en svejsebrænder med et tilsluttet kabel, gennem hvilket strømkablet passerer, en gasslange, en styrekabel og en ledning til ledningselektroden.
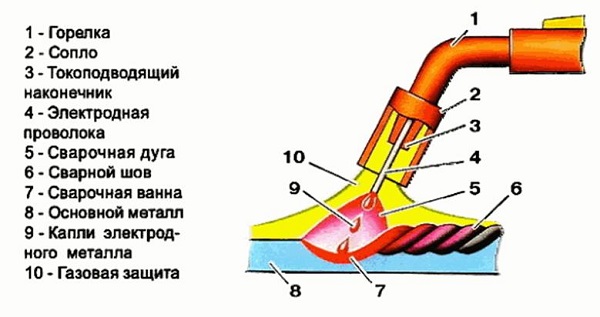
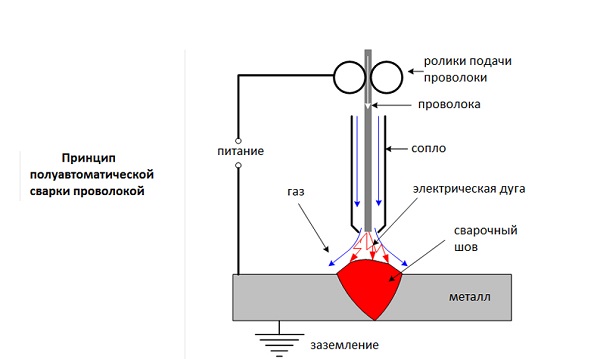
Princippet om enhedens funktion er som følger. Når man trykker på startknappen på brænderhåndtaget, begynder tilførslen af elektrodledning (4), strøm og beskyttelsesgas gennem dysen (2). Strømmen til ledningen strømmer gennem ledende spids (4). Når det kommer i kontakt med basismetal, opstår der en elektrisk lysbue, som begynder at smelte elektroden. Dråber af elektrodemetallet, der falder på basismetalet (8), danner en søm (6). På samme tid er svejsebadet (7) under blæst med beskyttelsesgas (10), hvilket forhindrer ilt og nitrogen i at komme ind i atmosfæren. Takket være gasbeskyttelsen er svejsningen holdbar og af høj kvalitet.
Funktionen af den semiautomatiske anordning er mulig uden beskyttelsesgas. I dette tilfælde anvendes en elektrodetråd med en speciel pulverbelægning. Ved høje temperaturer fordampes denne belægning, og de resulterende gasser udfører en beskyttende funktion for svejsepuljen.
Valg af elektrodenråd
Elektrodtråd er et snap, uden hvilket svejsemaskinen ikke kan fungere. Den serveres ved hjælp af en særlig mekanisme og udfører en elektrodes funktion.
Til halvautomatisk er der to grupper af materialer til svejsning:
- fast wire;
- kerne elektrode ledning.
Der er mere end 76 typer af den første variant. Men oftest anvendes kun en lille del af dem. De resterende typer udstyr er højt specialiserede og anvendes til produktion. Det vigtigste ved at vælge en ledning er den type metal, som strukturen vil blive svejset af. Ofte er det nødvendigt at koge kulstof og lavlegeret stål ved hjælp af ikke-kobberbelagt og kobberbelagt wire.
Kobberbelægningstråd er mest populært blandt svejsere på grund af anti-korrosionsbelægning. Men ikke alle ved, at under smeltning af kobber i luften får skadelig fordampning. Ikke-kobbertråd er mere harmløs og har en korrosionsbeskyttende belægning.
Anvendes også på halvautomatisk cored wiredet kræver ikke tilstedeværelse af beskyttelsesgas under tilberedningen. Elektrodtråd har en særlig mærkning, for eksempel sådan: CB 08G2S. Det er dechiffreret som følger:
- SV - svejset wire;
- 08 – betyder, at massefraktionen af carbon i sammensætningen af værktøjet er 0,08%;
- G - dette brev angiver mangan, som er i trådens sammensætning
- 2 - Tallet angiver, at manganindholdet er 2%
- C - dette brev angiver tilstedeværelsen af silicium i udstyret, hvis der efter brevet ikke er nummer, indeholder det ikke mere end 1%.
Følgende er et bord, hvor bogstavbetegnelserne for alle tilsætningsstoffer, der udgør svejsetråden, dekodes.
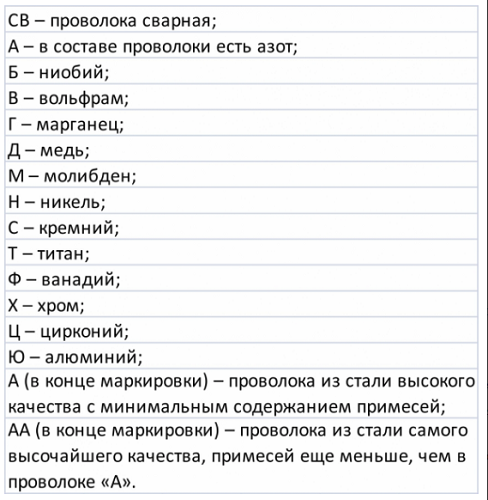
Ved brug af bordet kan man f.eks. Tyde mærket CB-06Х21Н7БТ, hvilket betyder: Svejsetråden har 0,06% kulstof, 21% chrom og nikkel - 7%; Ledningen er legeret med to metaller, niob og titanium.
Til svejsning lavlegerede stål (dette er 90% af den samlede metal) wire 08G2S med en diameter på 0,6 mm anvendes. Det kan bruges både i hverdagen og til kropsreparation. Derudover kan den bruges på enheder med en strøm på op til 500A. Til svejsning af rustfrit stål bruger wire brand Sv01H19N9. Aluminium og kobber koges i argonmedium, der svarer til sammensætning til tråden. Aluminium brygges med CB-97, CB-A85 og CB-AMts. Til svejsning af kobber brugte udstyr mærker SV-97, CB-A85 og CB-AMts.
Diameteren af elektrodetråden vælges i overensstemmelse med tykkelsen af metallet, der svejses.
Semiautomatiske svejsebestemmelser
Først og fremmest skal de dele, der er beregnet til tilslutning, begynde at arbejde med en semiautomatisk enhed godt rengjort af maling og rust. Rengør også det sted, som klipset til massen skal tilsluttes.
Sådan holder du en brænder
Du kan holde brænderen med den ene hånd, men kvaliteten af sømmen bliver bedre, hvis du bruger begge dele. Den ene hånd tjener som støtte, og den anden holder brænderen.

Med denne metode er det lettere at styre brænderens vinkel og afstand fra emnet, samt at udføre de nødvendige bevægelser for at danne en højkvalitetssvejsning. For at holde dine hænder fri, har du brug for det brug svejsemasksom er fastgjort på hovedet.
Den ideelle vinkel, når du arbejder som halvautomatisk, findes ikke. For at forbinde emnerne liggende i samme plan, bruges firkantens tilt (fra den lodrette position) ved 15-20 grader. Ved at forbinde dele, der ligger i en vinkel med hinanden, bruges fakkelens hældning på 45 °. Hver svejsemaskine med erhvervelse af erfaring vælger selv den mest hensigtsmæssige hældningsvinkel for værktøjet under hensyntagen til forskellige situationer.
Bevægelsesbrænder
Til dannelse af højkvalitets søm er der mange måder at bevæge på fakklen.
- Til metaller 1-2 mm tykt anvendt bølget-zigzag bevægelse. Således optager bågen begge metalplader og har ikke tid til at forbrænde den. Som følge heraf er sømmen forseglet og holdbar.
- Til svejsning Metaller af enhver tykkelse Anvend en lige søm, med undtagelse af enhver bevægelse til siden. Men i dette tilfælde skal operatøren have en vis erfaring, så når fakklen bevæger sig, virker bågen ensartet på begge parringsdelene.
- Hvis der kommer arbejde metal mindre end 1 mm tykt, er det nødvendigt at reducere strømstyrken og trådens foderhastighed, samt at bruge en ledning med mindre diameter. Svejsning bør forekomme i korte pulser, med en pause mellem dem på ca. 1 sekund. Der kræves en pause for at afkøle metallet og dræne de næste segmenter i en monolitisk søm.
- Hvis parring lange, tynde detaljer, så udføres svejsning med korte segmenter eller punkter placeret på en bestemt afstand. For at undgå deformation af dele kan du også tilberede skiftevis korte segmenter med forskellige ender af parringssegmentet.
Svejsningshastighed
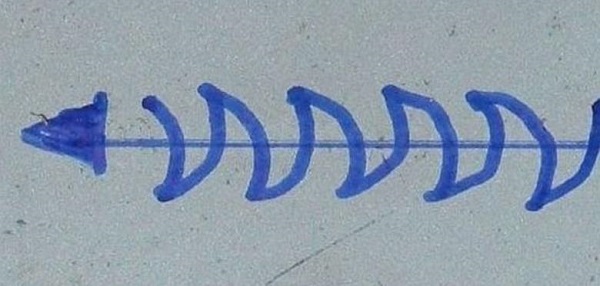
Dette er bevægelseshastigheden for den elektriske lysbue langs dele af grænsefladen og styres af operatøren af den semiautomatiske enhed. Værktøjets bevægelseshastighed skal svare til lysbuespænding, trådfødningshastighed, metaltykkelse og den nødvendige sømform. Ved høje hastigheder af brænderens bevægelse dannes der mange sprøjter, beskyttelsesgassen forbliver i den hurtigt hærdende søm og forårsager dannelse af porerne i den. Med en langsom bevægelseshastighed for brænderen formes en overdreven elektrisk lysbue ind i materialet, som kan brænde det igennem. Derudover, når der tilsluttes massive dele dannet tykk søm. Nedenstående figur viser, hvordan sømmerne ser ud til forskellige fakkelhastigheder.

Gasstrømningshastighed
Gasforsyningen skal være tilstrækkelig til at sikre blæsningen af den medfølgende ledning. Med en svag gasstrøm bliver sømmen ikke beskyttet mod oxidation. Men selv ved høje strømningshastigheder vil beskyttelsen være utilstrækkelig på grund af forekomst af turbulens. Alle disse afvigelser fra normen gør sømmen porøs og skrøbelig. Derfor er det meget vigtigt at opnå en jævn gasforsyning, således at strømmen ikke forårsager turbulens og fuldt ud beskytter svejsestedet.
Ledningslængde
Ledningen, før den berører metalmet, skal komme ud af spidsen med 6-13 mm. Fra denne værdi afhænger modstand og temperatur på dette stykke elektrode. Jo stærkere rækkevidden af ledningen fra spidsen, desto mindre er størrelsen på buen. Som følge heraf bliver sømmen tyk og smal, med lav penetration i metalmetoden. Hvis værktøjets længde er reduceret, vil indtrængningen af buen i metallet øges, og sømmen bliver tyndere og bredere.
polaritet
Ved polaritet i svejsningsudstyr menes nuværende retning i dens kredsløb. Med en direkte polaritet påføres en negativ ladning på ledningen, og der påføres en positiv ladning på den svejsede del. Med omvendt polaritet er det modsatte sandt: Tråden er et plus, og emnet er en minus.
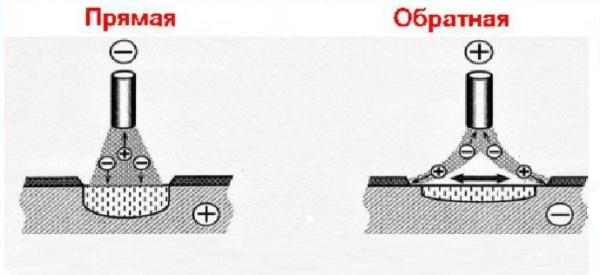
Det er vigtigt! Ved arbejde uden beskyttelsesgas benytter fluxkernet metoden med direkte polaritet og med gas-omvendt polaritet.
Lyd ved svejsning
Lytte til lyden af svejsning er vigtigt, især for begyndere, når man lærer. Den korrekte lyd ved svejsning med en semiautomatisk enhed ligner lyden af kødstegning i en pande. Når der høres en "hissing-summende" lyd, betyder det, at der er balance mellem de aktuelle indstillinger, ledningen og gasforsyningshastighederne. Lydændringen under enheden kan påvirkes af:
- dårlig kontakt mellem vægtklemmen og delen
- Tilstedeværelsen af frossen spray på spidsen af brænderen, der forhindrer den normale gasstrøm;
- dårligt rengjort fra rust eller maling område af svejsning.
Sikkerhedsforanstaltninger på arbejdspladsen
Under arbejdet med svejseudstyret er det nødvendigt at overholde følgende sikkerhedsforanstaltninger.
- Svejseren skal beskytte alle dele af kroppen mod stænk af varmt metal på dem. Til dette brugt arbejdstøjtæt dækker udsatte områder af kroppen samt beskyttelseshandsker. Tøj bør være lavet af tæt materiale, der kan modstå indbrud af varme stænk. I intet tilfælde bør tøj fremstilles af syntetiske fibre, som ved udsættelse for høje temperaturer begynder at smelte. Sådan materiale brænder øjeblikkeligt igennem, hvilket kan forårsage forbrændinger til svejseren.
- Da hård ultraviolet stråling produceres under svejsning, er det nødvendigt at beskytte øjnene mod det ved brug af maske med tonet glas. For ikke så længe siden optrådte masker med "kameleon" glas på markedet, som mørkere, når der kommer et stærkt lys. Også andre dele af kroppen skal beskyttes mod ultraviolet stråling.
- Sko bør lukkes for at forhindre, at varme stænk falder ind i det.
- Værelset, hvor svejsearbejdet udføres, skal have tvungen eller naturlig ventilation (tilstedeværelsen af vinduer, der kan åbnes). Indånding af dampe og røg, der genereres under svejseprocessen, påvirker menneskers sundhed.
/rating_off.png)











